Infravörös pikoszekundumos, kétplatformos lézervágó berendezés optikai üveg/kvarc/zafír megmunkálásához



Fő paraméter
| Lézer típusa | Infravörös pikoszekundum |
| Platformméret | 700 × 1200 (mm) |
| 900 × 1400 (mm) | |
| Vágási vastagság | 0,03–80 (mm) |
| Vágási sebesség | 0–1000 (mm/s) |
| Vágóél törése | <0,01 (mm) |
| Megjegyzés: A platform mérete testreszabható. | |
Főbb jellemzők
1. Ultragyors lézertechnológia:
· A pikoszekundumos szintű rövid impulzusok (10⁻¹²s) és a MOPA hangolási technológia kombinációja >10¹² W/cm² csúcsteljesítmény-sűrűséget eredményez.
· Az infravörös hullámhossz (1064 nm) nemlineáris abszorpció révén hatol be az átlátszó anyagokba, megakadályozva a felületi ablációt.
· A saját fejlesztésű, többfókuszú optikai rendszer négy független feldolgozási pontot generál egyszerre.
2. Kétállomásos szinkronizációs rendszer:
· Gránit alapú kettős lineáris motorfokozatok (pozicionálási pontosság: ±1μm).
· Állomáskapcsolási idő <0,8 s, lehetővé téve a párhuzamos „feldolgozás-betöltés/kirakodás” műveleteket.
· A független hőmérséklet-szabályozás (23±0,5°C) állomásonként biztosítja a hosszú távú megmunkálási stabilitást.
3. Intelligens folyamatirányítás:
· Integrált anyagadatbázis (200+ üvegparaméter) az automatikus paraméterillesztéshez.
· A valós idejű plazmamonitorozás dinamikusan állítja be a lézerenergiát (beállítási felbontás: 0,1 mJ).
· A légfüggöny védelem minimalizálja a széleken a mikrorepedések kialakulását (<3 μm).
Egy tipikus alkalmazási esetben, amely 0,5 mm vastag zafír ostya darabolását foglalja magában, a rendszer 300 mm/s vágási sebességet ér el <10 μm forgácsolási méretekkel, ami 5-szörös hatékonyságnövekedést jelent a hagyományos módszerekhez képest.
Feldolgozási előnyök
1. Integrált kétállomásos vágó- és hasítórendszer a rugalmas működés érdekében;
2. Az összetett geometriák nagysebességű megmunkálása növeli a folyamatkonverzió hatékonyságát;
3. Kúposságmentes vágóélek minimális letöredezéssel (<50μm) és a kezelő számára biztonságos kezeléssel;
4. Zökkenőmentes átmenet a termékleírások között intuitív kezeléssel;
5. Alacsony üzemeltetési költségek, magas hozam, fogyóeszköz- és szennyezésmentes folyamat;
6. Nulla salak-, hulladékfolyadék- vagy szennyvízképződés garantált felületi integritással;
Mintakijelző
Tipikus alkalmazások
1. Szórakoztatóelektronikai gyártás:
· Okostelefon 3D-s üveglap precíziós kontúrvágása (R-szög pontossága: ±0,01 mm).
· Mikrofuratok fúrása zafír óralencsékben (minimális nyílás: Ø0,3 mm).
· Kijelző alatti kamerák optikai üvegáteresztő zónáinak kidolgozása.
2. Optikai alkatrészek gyártása:
· AR/VR lencsetömbök mikroszerkezet-megmunkálása (elemméret ≥20 μm).
· Kvarcprizmák szögletes vágása lézerkollimátorokhoz (szögtűrés: ±15").
· Infravörös szűrők profilformázása (vágási kúposság <0,5°).
3. Félvezető csomagolás:
· Üveg átmenő furatú (TGV) feldolgozás ostyaszinten (oldalarány 1:10).
· Mikrocsatornás maratás üvegfelületeken mikrofluidikai chipekhez (Ra <0,1 μm).
· Frekvenciahangoló vágások MEMS kvarcrezonátorokhoz.
Autóipari LiDAR optikai ablakok gyártásához a rendszer lehetővé teszi 2 mm vastag kvarcüveg kontúrvágását 89,5±0,3°-os vágási merőlegességgel, ami megfelel az autóipari rezgésteszt-követelményeknek.
Folyamatalkalmazások
Kifejezetten törékeny/kemény anyagok precíziós vágásához tervezték, beleértve:
1. Standard üveg és optikai üvegek (BK7, olvasztott szilícium-dioxid);
2. Kvarckristályok és zafír hordozók;
3. Edzett üveg és optikai szűrők
4. Tükörfelületek
Kontúrvágásra és precíziós belső furatfúrásra is alkalmas (minimum Ø0,3 mm)
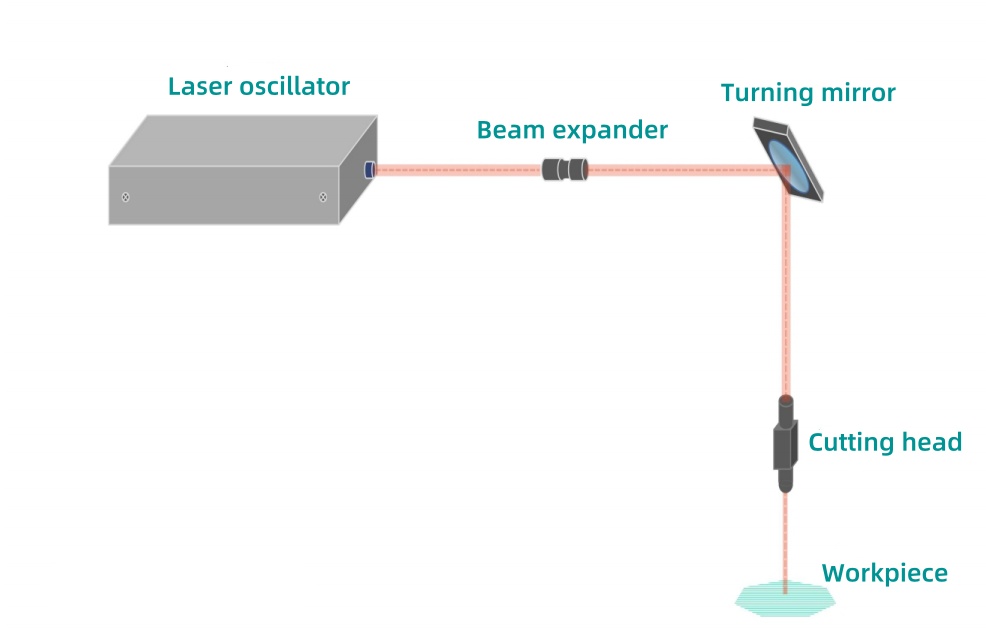
Lézervágási elv
A lézer rendkívül nagy energiájú, ultrarövid impulzusokat generál, amelyek femtoszekundumtól pikoszekundumig terjedő időskálákon belül kölcsönhatásba lépnek a munkadarabbal. Az anyagon keresztüli terjedés során a nyaláb megzavarja annak feszültségszerkezetét, mikron méretű szálképzési lyukakat hozva létre. Az optimalizált lyuktávolság szabályozott mikrorepedéseket hoz létre, amelyek a hasítási technológiával kombinálva precíziós elválasztást érnek el.
Lézervágás előnyei
1. Magas szintű automatizálási integráció (kombinált vágási/hasítási funkció) alacsony energiafogyasztással és egyszerűsített működéssel;
2. Az érintésmentes feldolgozás olyan egyedi képességeket tesz lehetővé, amelyek a hagyományos módszerekkel nem érhetők el;
3. A fogyóeszközmentes működés csökkenti az üzemeltetési költségeket és fokozza a környezeti fenntarthatóságot;
4. Kiváló pontosság nulla kúpszöggel és a munkadarab másodlagos károsodásának kiküszöbölésével;
Az XKH átfogó testreszabási szolgáltatásokat kínál lézervágó rendszereihez, beleértve az egyedi platformkonfigurációkat, a speciális folyamatparaméterek fejlesztését és az alkalmazásspecifikus megoldásokat, hogy megfeleljen a különböző iparágak egyedi gyártási követelményeinek.