Mikro vízsugaras lézeres megmunkáló gép

Részletes ábra
Bevezetés
Mivel a gyártás továbbra is nagyobb pontosságot és termelékenységet igényel,vízsugaras lézer (WJGL)A technológia lendületet vesz mind a mérnöki adaptáció, mind a piaci potenciál tekintetében. Az olyan csúcskategóriás ágazatokban, mint a repülőgépipar, az elektronika, az orvostechnikai eszközök és az autóipar, szigorú követelményeket támasztanak a méretpontossággal, az élek integritásával, a hőhatásövezet (HAZ) szabályozásával és az anyagtulajdonságok megőrzésével kapcsolatban. A hagyományos eljárások – mechanikus megmunkálás, termikus vágás és standard lézeres megmunkálás – gyakran küzdenek a túlzott hőhatásokkal, a mikrorepedések kialakulásával és a nagymértékben fényvisszaverő vagy hőérzékeny anyagokkal való korlátozott kompatibilitással.
Ezen korlátok kiküszöbölésére a kutatók nagy sebességű mikro vízsugarat vezettek be a lézerfolyamatba, létrehozva a WJGL-t. Ebben a konfigurációban a vízsugár egyidejűleg a következő szerepet is betölti:sugárvezető közegés egyhatékony hűtőfolyadék/törmelék eltávolító közeg, javítva a vágási minőséget és szélesítve az anyagok alkalmazhatóságát. Koncepcionálisan a WJGL a hagyományos lézeres megmunkálás és a vízsugaras vágás innovatív hibridje, amely nagy energiasűrűséget, nagy pontosságot és jelentősen csökkentett hőkárosodást kínál – olyan tulajdonságokat, amelyek a precíziós gyártási forgatókönyvek széles skáláját támogatják.

A vízsugaras lézer működési elve
Amint az az 1. ábrán látható, a WJGL központi koncepciója a lézerenergia folyamatos vízsugáron keresztül történő továbbítása, amely gyakorlatilag „folyékony optikai szálként” működik. A hagyományos optikai szálakban a fényt a következők vezetik:teljes belső visszaverődés (TIR)a mag és a burkolat közötti törésmutató-különbség miatt. A WJGL ugyanazt a mechanizmust használja ki avíz-levegő határfelületA víz törésmutatója körülbelül1.33, miközben a levegő kb.1.00Amikor a lézert megfelelő körülmények között a sugárhoz csatlakoztatják, a TIR a sugarat a vízoszlopon belül tartja, lehetővé téve a stabil, alacsony divergencia értékű terjedést a megmunkálási zóna felé.
1. ábra A vízsugaras lézer feldolgozási jellemzői (vázlat)

Fúvóka kialakítása és mikro-sugárképződés
A lézer hatékony becsatolásához a sugárba olyan fúvóka szükséges, amely képes stabil, folyamatos, közel hengeres mikrosugarat létrehozni, miközben lehetővé teszi, hogy a lézer megfelelő szögben lépjen be a víz-levegő határon a TIR fenntartásához. Mivel a sugár stabilitása erősen meghatározza a nyalábátvitel stabilitását és a fókuszálás konzisztenciáját, a WJGL rendszerek jellemzően a precíz folyadékszabályozásra és a gondosan megtervezett fúvókageometriára támaszkodnak.
A 2. ábra a különböző fúvókatípusok (pl. kapilláris és különféle kúpos kialakítások) által generált reprezentatív sugárállapotokat mutatja. A fúvóka geometriája befolyásolja a sugár összehúzódását, a stabil hosszt, a turbulencia kialakulását és a csatolási hatékonyságot – ezáltal hatással van a megmunkálás minőségére és az ismételhetőségre.
A víz hullámhosszfüggő abszorpciót és szórást is mutat. A látható és a közeli infravörös tartományban az abszorpció viszonylag alacsony, ami hatékony átvitelt tesz lehetővé. Ezzel szemben az abszorpció a távoli infravörös és az ultraibolya tartományban növekszik, így a legtöbb WJGL implementáció a láthatótól a közeli infravörösig terjedő sávokban működik.
2. ábra Fúvókaszerkezetek mikrosugarak létrehozásához: (a) összehúzódási vázlat; (b) kapilláris fúvóka; (c) kúpos fúvóka; (d) felső kúpos fúvóka; (e) alsó kúpos fúvóka

A WJGL főbb előnyei
A hagyományos megmunkálási eljárások közé tartozik a mechanikus vágás, a termikus vágás (pl. plazma/láng) és a hagyományos lézervágás. A mechanikus megmunkálás érintkezésen alapul; a szerszámkopás és a vágóerők mikrokárosodást és deformációt okozhatnak, korlátozva az elérhető pontosságot és felületi integritást. A termikus vágás hatékony vastag profilok esetén, de jellemzően nagy hőhatásövezetet, maradékfeszültségeket és mikrorepedéseket eredményez, amelyek csökkentik a mechanikai teljesítményt. A hagyományos lézeres megmunkálás, bár sokoldalú, viszonylag nagy hőhatásövezetet és instabil teljesítményt mutathat a nagy fényvisszaverő képességű vagy hőérzékeny anyagokon.
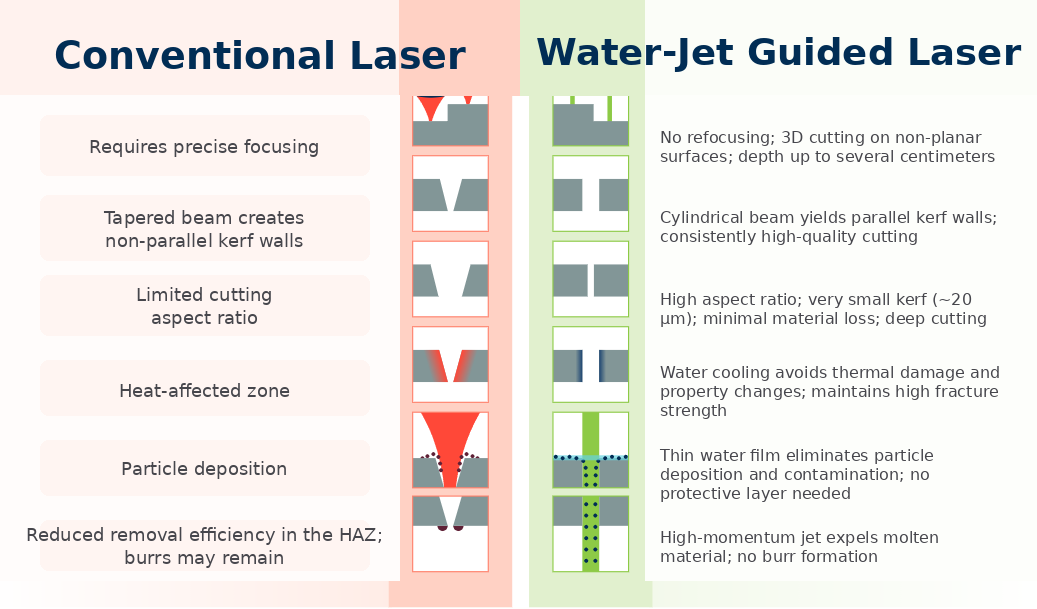
Amint a 3. ábrán összefoglalva, a WJGL vizet használ átviteli közegként és egyidejűleg hűtőfolyadékot, jelentősen csökkentve a hőhatásövezetet (HAZ), és elnyomva a torzulást és a mikrorepedést, ezáltal javítva a pontosságot és az él/felület minőségét (lásd a 4. ábrát). Előnyei a következőképpen foglalhatók össze:
-
Alacsony hőkárosodás és jobb minőségA nagy fajhő-kapacitás és a víz folyamatos áramlása gyorsan elvezeti a hőt, korlátozva a hőakkumulációt, és segítve a mikroszerkezet és a tulajdonságok megőrzését.
-
Fokozott fókuszálási stabilitás és energiafelhasználásA sugáron belüli bezártság csökkenti a szóródást és az energiaveszteséget a szabad térben történő terjedéshez képest, lehetővé téve a nagyobb energiasűrűséget és az egységesebb feldolgozást – jól alkalmazható finomvágáshoz, mikrofúráshoz és összetett geometriákhoz.
-
Tisztább és biztonságosabb működésA vizes közeg felfogja és eltávolítja a füstöket, a részecskéket és a törmeléket, csökkentve a levegőben lévő szennyeződést és javítva a munkahelyi biztonságot.
3. ábra Összehasonlítás a hagyományos lézeres megmunkálás és a WJGL között
4. ábra Tipikus vágási és fúrási technológiák összehasonlítása

Alkalmazási területek
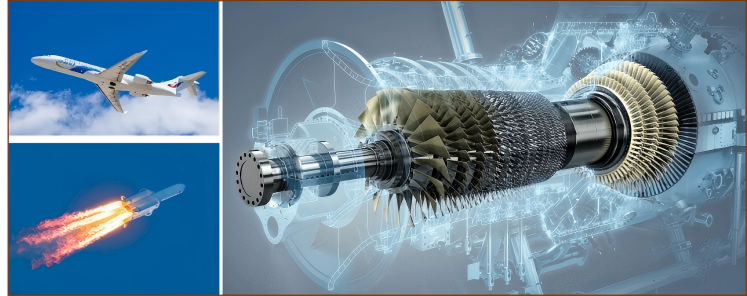
1) Repülőgépipar
A repülőgépipari alkatrészek gyakran nagy teljesítményű anyagokat használnak, mint például titánötvözeteket, nikkelalapú ötvözeteket, szénszálerősítésű műanyagot (CFRP), kerámiaötvözetet (CMC) és kerámiákat, amelyeket nehéz megmunkálni a pontosság és a hatékonyság megőrzése mellett. A nagy energiasűrűség és a hatékony hűtés kombinációjával a WJGL lehetővé teszi a pontos vágást csökkentett hőhatászónával (HAZ), minimalizálja a deformációt és a tulajdonságromlást, valamint támogatja a megbízhatóság szempontjából kritikus alkatrészeket.
2) Orvostechnikai eszközök
Az orvostechnikai eszközök gyártása kivételes precizitást, tisztaságot és felületi integritást igényel olyan termékek esetében, mint a minimálisan invazív eszközök, implantátumok és diagnosztikai/terápiás eszközök. A megmunkálási zóna vízárammal történő hűtésével és tisztításával a WJGL csökkenti a hőkárosodást és a felületi szennyeződést, javítja az állagot és támogatja a biokompatibilitást. Lehetővé teszi továbbá az összetett geometriák precíziós gyártását az egyedi eszközökhöz.

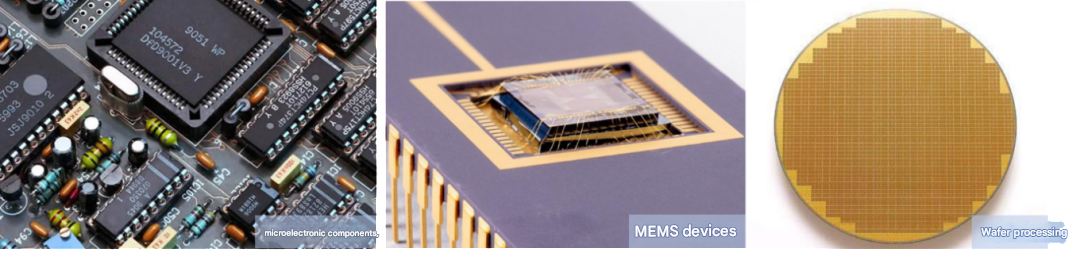
3) Elektronika
A mikroelektronikában és a félvezetőgyártásban a WJGL-t széles körben használják wafer kockázáshoz, chipcsomagoláshoz és mikroszerkezetekhez nagy pontossága és alacsony hőhatása miatt. A vízhűtés mérsékli az érzékeny alkatrészek hő okozta károsodását, javítva a megbízhatóságot és a teljesítménystabilitást.
4) Gyémántmegmunkálás
Gyémánt és más ultrakemény anyagú alkatrészek esetében a WJGL nagy pontosságú vágást és fúrást kínál alacsony hőhatás, minimális mechanikai igénybevétel, nagy hatékonyság és kiváló él-/felületminőség mellett. A hagyományos mechanikus módszerekkel és egyes lézertechnikákkal összehasonlítva a WJGL gyakran hatékonyabb az anyag integritásának megőrzésében és a hibák elnyomásában.

Vízsugaras lézer (WJGL) – GYIK
1) Mi a vízsugaras lézeres (WJGL) megmunkálás?
A WJGL egy lézeres megmunkálási módszer, amelyben a lézersugarat egy mikro vízsugárhoz csatolják. A vízsugár egyben sugárvezető és hűtő/törmelékeltávolító közegként is működik, lehetővé téve a nagy pontosságot csökkentett hőkárosodás mellett.
2) Hogyan működik a WJGL?
A WJGL a víz-levegő határfelületen a teljes belső visszaverődésen alapul. Mivel a víz és a levegő törésmutatói eltérőek, a lézer a vízoszlopban tartható és irányítható – hasonlóan egy „folyékony optikai szálhoz” –, és stabilan juttatható el a megmunkálási zónába.
3) Miért csökkenti a WJGL a hőhatásövezetet (HAZ)?
A folyamatosan áramló víz hatékonyan vezeti el a hőt a nagy hőkapacitásnak köszönhetően. Ez gátolja a hő felhalmozódását, csökkentve a hőhatásövezetet, a torzulást és a mikrorepedések kialakulását.
4) Melyek a fő előnyei a hagyományos lézeres megmunkálással szemben?
A főbb előnyök általában a következők:
-
Csökkentett vagy semmilyen újrafókuszálási igény; alkalmas nem síkbeli/3D vágásra
-
Egyenletesebb, párhuzamos vágási falak és jobb vágási minőség
-
Jelentősen alacsonyabb hőhatás (kisebb hőhatásövezet)
-
Tisztább feldolgozás: a víz megköti a részecskéket és segít megelőzni a lerakódást/szennyeződést
-
Kevesebb sorjaképződés: a sugár segíti az olvadt anyag kilökését a vágásból
Rólunk
Az XKH speciális optikai üvegek és új kristályanyagok high-tech fejlesztésére, gyártására és értékesítésére specializálódott. Termékeink az optikai elektronikát, a szórakoztató elektronikát és a katonai ipart szolgálják ki. Zafír optikai alkatrészeket, mobiltelefon-lencsevédőket, kerámiákat, LT-t, szilícium-karbid SIC-t, kvarcot és félvezető kristálylapokat kínálunk. Szakképzett szakértelmünkkel és élvonalbeli berendezéseinkkel kiválóan teljesítünk a nem szabványos termékfeldolgozásban, és célunk, hogy vezető optoelektronikai anyagokat gyártó high-tech vállalattá váljunk.

Kapcsolódó termékek
-
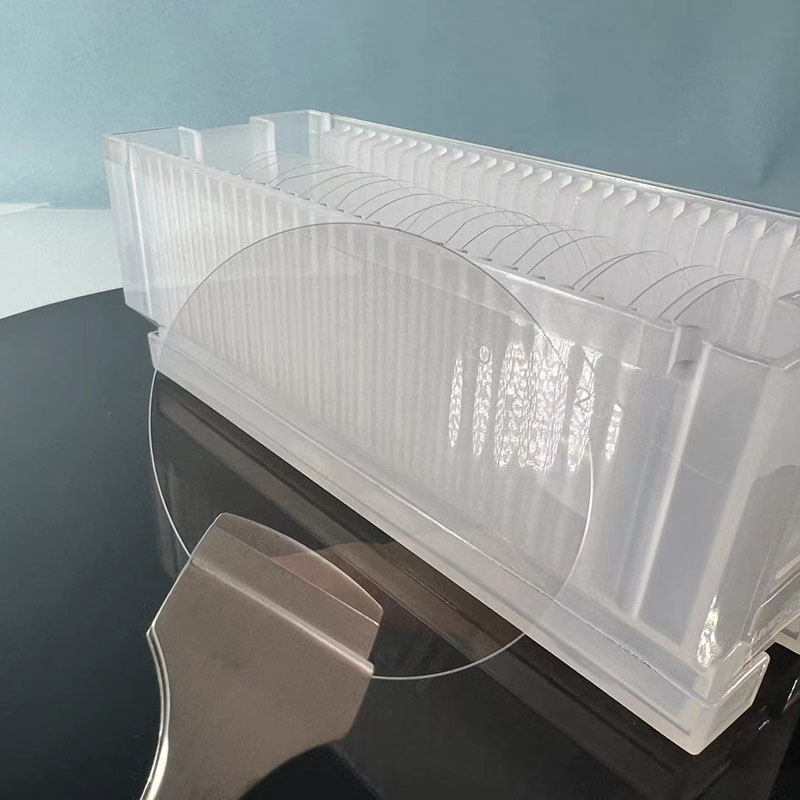
Átmérője50,8 × 0,1 / 0,17 / 0,2 / 0,25 / 0,3 mm zafír ...
-

6 hüvelykes 150 mm-es szilícium-karbid SiC ostyák 4H-N típ...
-
SiO2 vékonyrétegű hőoxid szilíciumlap 4 hüvelykes...
-
Zafír oszlop, teljesen polírozott, kopásálló...
-

Gallium-nitrid (GaN) epitaxiálisan növesztett zafír...
-

SiC kerámia tokmánytálca Kerámia tapadókorongok elő...